Stoffwirtschaftliche Verwertung organischer Abfälle
Stand: 22.11.2024
1. Verfügbare Einsatzstoffe
Organische Abfälle sind in der Regel durch mikrobiologische Prozesse umgewandelt und befinden sich in der ersten Phase der Inkohlung. Die wichtigsten·Quellen sind:
- Abfallströme aus Müllsortieranlagen, die größere Mengen an organischen Bestandteilen und PE/PP-Plaste enthalten
- Papierabfälle und papierhaltige Abfälle
- Lignozellulosehaltige Biomasse /Mischabfälle:Der organische Anteil -außer Zellulose- wird vollständig gelöst und umgewandelt. Zellulose kann als Zellstoff gewonnen werden. Bei Temperaturen über 200°C wird auch Zellulose zersetzt.
- Kompost, fossile Biomassen
- Organische Schlämme, Klärschlamm/eiweißhaltige Abfälle
- Abfälle aus der Land-und Forstwirtschaft
- Abfälle aus der Lebensmittelindustrie
- Plasteabfälle /plastehaltige Abfälle sind nach Abtrennung der Organika durch Wäsche in der Regel nach bekannten Verfahren zu Sekundärplaste umzuwandeln.
Die Spaltung der Plaste ist bei Temperaturen über 420°C (PE/PP) ist möglich. Man erhält zu 75% langkettige Olefine (Schmelzpunkt über 90°C) und zu 25% eine Dieselfraktion.
Häufig enthalten Abfälle Verbundmaterialien, die mit vertretbarem Aufwand nicht zu trennen sind.
Auch halogenhaltige Plaste können erhebliche Probleme bereiten. Für solche Abfälle könnte die alkalische Pyrolyse bei Temperaturen über 400°C ein mögliches Verfahren sein.
2. Alkalische Pyrolyse
2.1 Die Vorteile der alkalischen Pyrolyse
Alle bisherigen Pyrolyseverfahren wurden unter Abwesenheit von flüssigem Wasser durchgeführt. Dabei entstehen unvermeidlich Koks und saure Endprodukte. Mit den sauren Endprodukten sind schwer zu reinigende Abwässer und übel riechende, gasförmige Emissionen verbunden. Die Hauptprodukte der trockenen Pyrolyse sind überwiegend Kohlenwasserstoffe und zur Zeit nicht marktfähig.Die entscheidende Innovation ist die Durchführung der Pyrolyse in einer alkalischen Lösung. Die besten Effekte werden durch eine konzentrierte KOH-Lösung erzielt.
Unter diesen Bedingungen wird die organische Substanz weitgehend hydrolytisch gespalten und in lösliche Produkte umgewandelt. Gleichzeitig findet eine innermolekulare Umwandlung statt, die neue, abspaltbare funktionelle Gruppen liefert. Die entstehenden sauren funktionellen Gruppen werden durch die Alkalien neutralisiert und spätere Reaktionen zur Molekülvergrößerung und damit die Koksbildung verhindert. Saure Verbindungen in den Endprodukten treten nicht auf. Durch die Variation der Prozesstemperatur und der Verweilzeit können innermolekulare Umwandlungen und die Zusammensetzung der Endprodukte in erheblichem Masse gesteuert werden.
Die alkalische Pyrolyse ist ein universelles Verfahren,
- das die meisten organischen Abfälle effizient zu marktfähigen Produkten konvertieren kann.
- Auch nachwachsende Rohstoffe können effektiv verarbeitet werden.
- Die Einsatzstoffe werden hochgradig verwertet. Abprodukte entstehen überwiegend aus den enthaltenen anorganischen Bestandteilen.
- Es entstehen keine Abwässer.
- Die gasförmigen Emissionen sind mengenmäßig gering und überwiegend Kohlendioxid.
- Bei der Verwertung zellulosereicher Abfälle wird wertvoller Waldbestand erhalten.
- Besonders effektiv ist der Einsatz von Abfällen, die organische Bestandteile und PE/PP-Plaste enthalten.
4.2 Technologie der alkalischen Pyrolyse
Das Verfahren basiert auf bewährten der Zellstoffherstellung.
Es sind folgende Verfahrenschritte notwendig:
1. Entfernung aller Störstoffe
Dieser Schritt kann beim Einsatz von Produkten aus Müllsortieranlagen häufig entfallen.
2. Zerkleinerung Dieser Schritt kann beim Einsatz von Produkten aus Müllsortieranlagen häufig entfallen.
3. Kochstufe 1
Dieser Schritt kann beim Einsatz von von zellulosearmen Produkten entfallen.
Das Einsatzprodukt wird in einer KOH-Lösung bei einer Temperatur bis 190 °C gekocht, bis sich der organische Anteil außer der Zellulose gelöst hat. Der Zellstoff wird abgetrennt.
4. Kochstufe 2
Der Ablauf aus der Kochstufe 1 wird nach Abtrennung des Zellstoffs bei Temperaturen bis zu 450°C gekocht. Die Temperatur und die Verweilzeit bestimmen in Abhängigkeit von den Einsatzprodukten die Zusammensetzung der Endprodukte.
5. Aufarbeitung
Für die Aufarbeitung des Ablaufs der Kochstufe 2 sind die klassischen Trennverfahren wie Destillation und Extraktion verwendbar.Aus der Restlösung wird nach Neutralisation und Elektrolyse die KOH-Lösung zurückgewonnen.
Die Technologie bis zur Kochstufe 1 kann aus der bewährten Zellstoffherstellung übernommen werden. Einsatzstoffe sind zellulosehaltige Abfälle insbesondere Papierabfälle, die als Altpapier nicht genutzt werden können.
Die erzeugbaren Produkte werden von der Zusammensetzung der Einsatzstoffe und der Prozesstemperatur bestimmt. Verwendet man unsortierten Müll, erhält man ein wildes Stoffgemisch -eine "explodierte Apotheke". Ein solches Stoffgemisch erfordert einen hohen Aufwand zu seiner Trennung. Die Vorsortierung der Einsatzprodukte in gut verwertbare Fraktionen ist ratsam.
5. Recycling von Plasteabfällen
5.1. Gegenwärtige Situation
„ Von den gut 14 Millionen Tonnen neuen Kunststoffs, die 2017 in Deutschland verarbeitet wurden, flossen am Ende nur 0,8 Millionen Tonnen tatsächlich wieder in den Kreislauf zurück. Der große Rest wurde in Kraftwerken verbrannt, exportiert, oder wanderte als Ersatzbrennstoff in die Zementindustrie. "Setzt man die Ausgangsmenge von gut 14 Millionen Tonnen ins Verhältnis zu den 800.000 Tonnen Gebrauchtmaterial, die wieder in die Plastikproduktion fließen, kommt man auf eine harte Recyclingquote von nur 5,6 Prozent.“
(SPIEGEL Heft 4/2019 ). Rund elf Prozent aller Verpackungsabfälle aus Deutschland wurden im Jahr 2016 ins Ausland exportiert, um sie zu recyceln. Die verbleibenden 11,7 Mio Tonnen entsprechen energetisch einer Menge an Braunkohle von ca. 62 Millionen Tonnen. Die deutsche Braunkohlenförderung betrug 171 Millionen Tonnen (2017). Durch die Verbrennung der nicht genutzten Kunststoffabfälle kann kann der Verlust an Elektroenergieerzeugung nach Schließung der Kohlekraftwerke merklich kompensiert werden.
Mit Schließung der Kohlekraftwerke entfällt der bisherige Abnehmer für Kunststoffabfälle. Es ist dringend notwendig, neue Wege für die stoffliche Verwertung von Kunststoffabfällen zu suchen.
Das Recycling von Plasteabfällen - insbesondere Von PE/PP-Plaste - ist technologisch gelöst,aber wirtschaftlich wenig aussichtsreich:
- Es fallen dezentral geringe Mengen an. Der logistische Aufwand für Transport und Erfassung ist hoch.
- Die Abfälle sind häufig stark verschmutzt. Die Reinigung ist kostenintensiv. Die abgetrennte Schmutzfraktion ist entsorgungspflichtig.
- Die Primärplaste werden in optimierten Großanlagen kostengünstig auf der Basis von Olefinen erzeugt, die aus Benzin/Dieselfraktionen gewonnen werden. Mit Fortschreiten der Elektromobilität sinkt der Kraftstoffbedarf und der Preis für Kraftstoffe. Damit werden sich Primärplaste tendenziell verbilligen. Sekundärplaste, die in ihrer Qualität objektiv etwas schlechter als die Primärplaste sind, haben keine großen Marktchancen.
5.2.Technologische Lösungen
5.2.1 Erzeugung von Sekundärplaste
Der Kunststoffanteil sollte vor der Verarbeitung abgetrennt werden, weil er zu hochwertiger Sekundärplaste (Preis ca. 800 €/t) verarbeitet werden kann. Die erforderliche Technologie ist Stand der Technik. Kunststoffabfälle sind in der Regel mit diversen organischen Stoffen verunreinigt. Diese Verunreinigungen sind durch mikrobiologische Prozesse umgewandelt und befinden sich in der ersten Phase der Inkohlung. Das Schmutzwasser kann in Anlagen für die Biogaserzeugung genutzt werden. Die erzielbare Gasausbeute ist noch zu ermitteln.
Für die Erzeugung marktfähiger Sekundärplaste ist eine hochgradige Reinigung des Einsatzstoffes unverzichtbar.

Bild 1 Erzeugung von Sekundärplaste
5.2.2 Spaltung der Plaste
Vor dem Einsatz in Pyrolyseanlagen sind die Plastabfälle sorgfältig zu reinigen. Aus Schmutzstoffen erhält man in der Pyrolyse in der Regel übel riechnde, korrrosive Produkte. Bei Mischabfällen kann eine Vorsortierung sinnvoll sein.
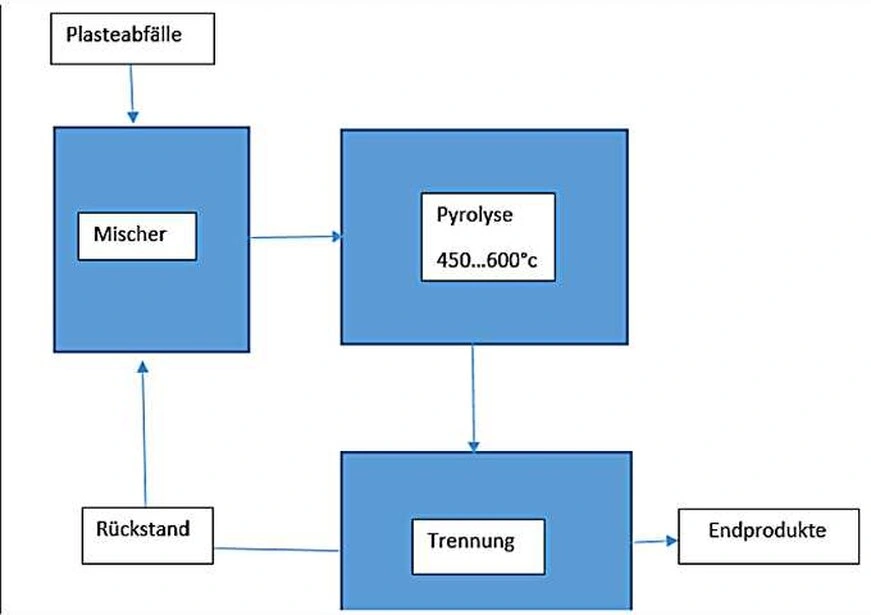
Bild 2 Schema Plastepyrolyse
Aus PE/PP-Plaste erhält man bei einer Temperatur über 420°C ein Olefingemisch mit einem hohen Anteil hochschmelzender Wachse. Mit Katalysatoren kann die Spalttemperatur auf 350°C abgesenkt werden.
Bei größeren Anlagen und einem hohen Anteil von Schmutzstoffen lohnt die Weiterverarbeitung in der alkalischen Pyrolyse.
Die Abfallplaste wird zerkleinert und in die Kochstufe 2 (siehe oben) eingespeist. Für die Spaltung der Plaste ist eine Temperatur über 420°C (PE/PP) notwendig. Sofern der Einsatzstoff PVC enthält, entsteht bei der Spaltung NaCl, das wegen des Überschusses an Alkali in der Lösung weniger korrosiv ist. Die Schmutzstoffe werden zu Gas und Kohlenwasserstoffen gespalten. Feste Rückstände werden mit der Restlauge verwertet.
Die Spaltprodukte sind überwiegend Kohlenwasserstoffe. Bei Einsatz von PE/PP erhält man langkettige Olefine mit Schmelzpunkten über 90°C.